제품소개
- 필름콘덴서
- 수냉식 히트싱크
- 적층 버스바
- 리액터
- 에너지피드백 리액터
- 수직권선 리액터
- 입력 AC 리액터
- 입력 AC 리액터 4%
- 출력 AC 리액터
- 출력 AC 리액터 2%
- DC 리액터
- 에너지재생 리액터
- 수냉식 리액터
- 직렬 리액터
- 저항기
- 다이캐스트 알루미늄 저항기
- 알루미늄케이스 저항기
- 알루미늄 저항기 (다중 유닛)
- 권선 저항기
- 제동 저항기 박스
- 전력 저항기 유닛
- Crowbar 저항기
- 스테인리스강 저항기박스
- 필터
- EMI 필터
- 전력 필터
- 정현파 필터
- 3상 출력 필터
- 3상 입력 필터
- 제동유니트
- DBU (AC 200V~AC 300V)
- DBU (AC 380V~AC 460V)
- DBU (AC 540V~AC 740V)
- DBU (AC 1100V~AC 1200V)
- 평판형 히트파이프
수냉식 히트싱크




제품소개
수냉식 히트싱크는IGBT、GTO등 소자를 이용한 고효율 라디에이터 (방열기)로서 전력모듈을 작업환경에 따라 그 표준 및 규정된 최고온도를 초과하지 않도록 전력모듈의 온도를 제어하는데 사용됩니다.최대 허용온도 계산은 유한 요소의 열분석 및 수냉식 히크싱크의 구성부품의 사용조건 분석을 기초로 하여 제품의 신뢰성에 대한 요구및 사용환경 요구에 일치해야 합니다. 이로 인해 전력모듈의 안전성, 신뢰성, 안정적인 동작 및 설비의 사용수명 연장을 실현합니다.
| 차원 | 길이*폭* 두께: <1000*1000*50mm |
| 표면처리 | 워시,블랙 양극산화처리, 니켈도금 |
| 크롬도금 | |
| 평면도 | <0.05(100×100) |
| 조도 | <1.6μm |
| 접합형태 | 진공 브레이징 또는 아르곤 아크 용접 |
| 냉각액 온도 (℃) | -30℃ ~60℃ |
| 냉각재 | 순수 또는 물및 글리콜 혼합액 |
| 유량(LPM) | <80L/min |
| 표면온도상승 (℃) | <30℃ |
| 최대 사용압력 (kPa) | 0.6Mpa-3.0MPa |
| 발열량 | <30kW |
| 열저항 | <2℃/kw (열원분포에 따라) |
| 구조 | 공정 | 특징 | 사진 |
| 드릴링형 | 동관 또는 스테인리스 강관을 굽혀서, 수관을 포함. CNC 프로파일 가공 | 공정이 간단하고 대량생산에 의해 저비용이고 성능이 낮음 |  |
| 압력관형 | 밀링 홈 또는 색션바 슬롯을 브로칭하고 벤딩강관을 용접, 가압 또는 접합. CNC 프로파일 가공. | 공정이 간단하고 대량생산에 의해 저비용이고 성능이 낮음 |  |
| 조립형 | CNC또는 다이캐스팅 워터챔버, 외형 또는 커버. 나사 및 씰링 또는 접착제를 사용하여 밀봉 | 공정이 간단하고 대량생산에 의해 저비용이고 성능이 낮음 |  |
| 마찰 용접/ 전자빔용접 | CNC가공으로 워터챔버 및 커버를 가공.마찰용접 또는 전자빔용접에 의해 씰 용접을 실시. CNC완제품가공 | 가공공정이 비교적 복잡하고 유연한 구조 및 우수한 성능, 높은 신뢰성, 비교적 높은 비용 |  |
| 진공 브레이징 | CNC또는 기타 방법으로 워터챔버를 가공. 진공 블레이징을 통해 페이스실을 실시 . CNC완제품가공 | 복잡한 가공공정, 유연한 구조, 최적의 성능, 높은 신뢰성, 고비용 |  |
수냉식 히트싱크
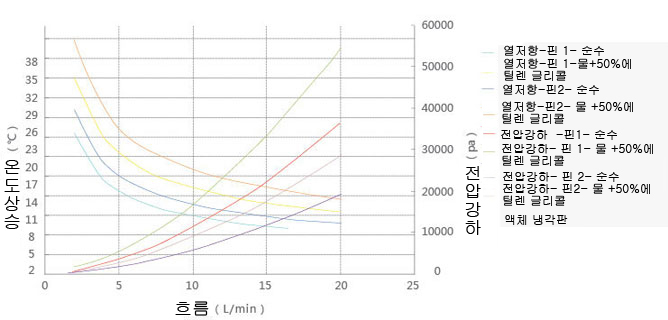
FZ450R12ME3 LCP 성능
동일한 규격의 모든 발열체에 적용되고 그 치수는 62mm*122mm입니다. △T=열저항*방열전력
주: △T: LCP 온도변화
| 핀A (높이3mm) | |||
| 순수 | (순수) | 50% 순수+50%에틸렌 글리콜 | |
| 유량L/min | 열저항 (R,℃/kw) | 압력강하 (ΔP, Pa) | 열저항 (R,℃/kw) |
| 2 | 23.4 | 752 | 32.3 |
| 4 | 16.3 | 2375 | 22.8 |
| 6 | 13.5 | 4727 | 18.9 |
| 8 | 11.9 | 7709 | 16.6 |
| 10 | 10.8 | 11267 | 15.1 |
| 12 | 10.1 | 15363 | 14 |
| 14 | 9.5 | 19968 | 13.2 |
| 16 | 9.1 | 25058 | 12.5 |
| 18 | 8.7 | 30616 | 11.9 |
| 20 | 8.4 | 36624 | 11.5 |
| 핀 B (높이5mm) | ||||
| 순수 | 순수+50%글리콜 | |||
| 압력강하 (ΔP,Pa) | 열저항 (R,℃/kw) | 압력강하 (ΔP,Pa) | 열저항 (R,℃/kw) | 압력강하 (ΔP,Pa) |
| 1602 | 27.1 | 386 | 37.8 | 682 |
| 3971 | 19 | 1252 | 27 | 1904 |
| 7272 | 15.8 | 2495 | 22.5 | 3735 |
| 11613 | 13.9 | 4069 | 19.8 | 6078 |
| 16874 | 12.6 | 5947 | 18 | 8877 |
| 22961 | 11.8 | 8109 | 16.7 | 12102 |
| 29819 | 11.1 | 10540 | 15.7 | 15729 |
| 37408 | 10.5 | 13227 | 14.9 | 19738 |
| 45696 | 10.1 | 16161 | 14.2 | 24115 |
| 54658 | 9.7 | 19332 | 13.6 | 28847 |
압력분포패턴
 표면온도 도표
표면온도 도표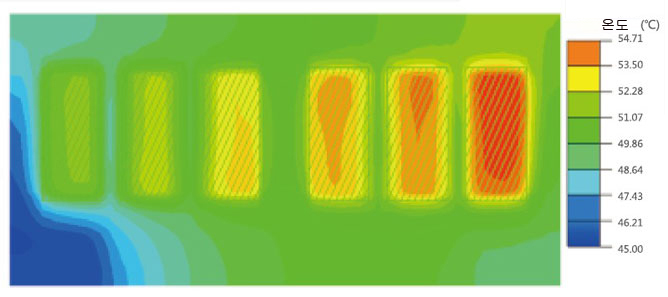
용도
1.수냉식 히트싱크는 전기기관차, 고속열차, 해군 함정, 전기자동차등 교통수송에 사용됩니다.
2. 초고압 직류 전송, 전압형컨버터 고전압 직류전송 등 전력 전송에 적용됩니다.
3. 수냉식 히트싱크는 풍력발전, 태양광발전등 신에너지 분야에 적용됩니다.
4. 산업 반전, 신호 처리, UPS, 의료, 레이저등 분야에서 사용됩니다.
피드백 폼
그외 다른 제품



